
ការបោកបញ្ឆេះដែកស្តើង
ការពិពណ៌នា
ការបោកបញ្ឆេះដែកថែបដោយមានប្រព័ន្ធកំដៅដោយប្រើបញ្ឆេះ
គោលបំណងដើម្បីកំដៅបន្ទះដែក ១០២៥ ទៅ ១៨០០ priorF មុនពេលដំណើរការនៃការផលិតស្បែកជើងសេះ។ បច្ចុប្បន្នចន្លោះប្រហោងត្រូវបានកាត់និងកំដៅក្នុងឡចំហាយឧស្ម័នហើយបន្ទាប់មកបង្កើតជាសារពត៌មាន។ ដោយមានឧបករណ៏បញ្ច្រាសមួយកន្លែងដែកថែបនឹងត្រូវបានចុកជាបន្តបន្ទាប់ពីរមៀលតាមរយៈឧបករណ៏បញ្ចូលនិងចូលទៅក្នុងសារព័ត៌មានបង្កើត។ ដើម្បីឆ្លើយតបនឹងអត្រាផលិតកម្មកើនឡើងកំដៅផ្នែកដែក ១៣ អ៊ីញត្រូវតែកើតឡើងក្នុងរយៈពេល ១០ វិនាទី។
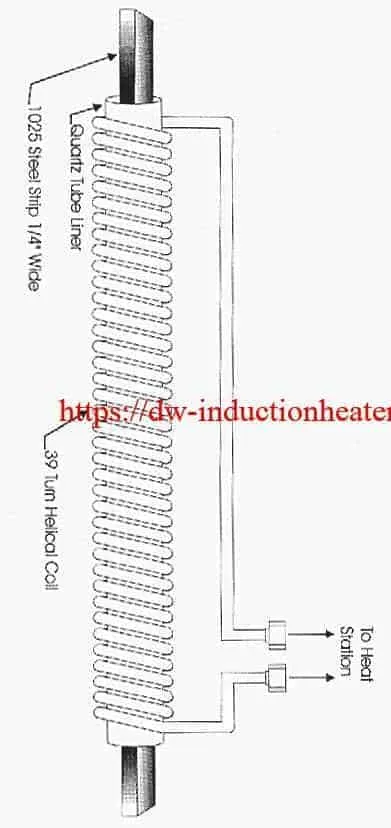
សម្ភារៈ 1025 បន្ទះដែកមានទំហំប្រហែល 3/4″ ទទឹងនិង 1/4 ។ ក្រាស់។
សីតុណ្ហភាព 1800 ºF
ប្រេកង់ 50kHz
ឧបករណ៍ DW-HF-60kW ផ្តល់នូវការផ្គត់ផ្គង់ថាមពលរដ្ឋរឹងមាំរួមទាំងស្ថានីយ៍កំដៅដែលមានសមត្ថភាពសរុប 0.5 μF។
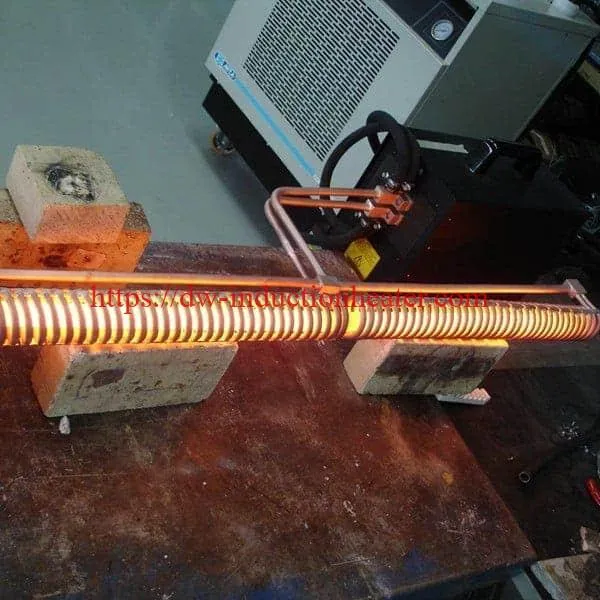
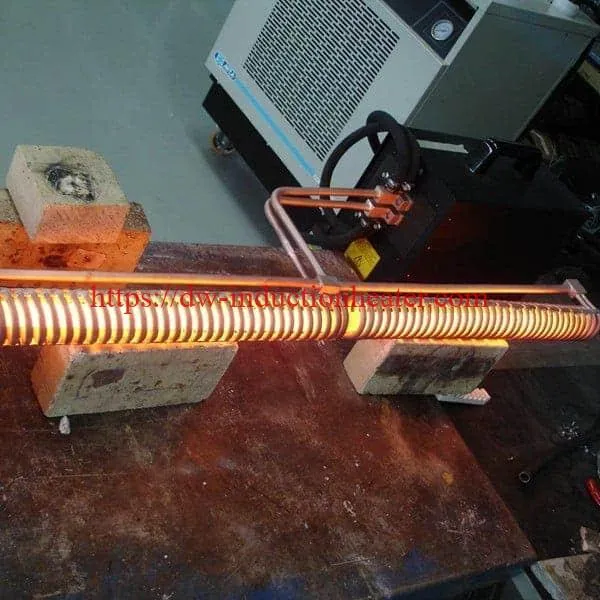
ដំណើរការការផ្គត់ផ្គង់ថាមពលអគ្គីសនីរបស់រដ្ឋ Ameritherm 40 kW ត្រូវបានគេរកឃើញថាទទួលបានលទ្ធផលដូចខាងក្រោមៈលទ្ធផល Results ១៨០០ ºFបានឈានដល់ក្នុងរយៈពេល ១០ វិនាទី។
•អត្រាផលិត ១ ភាគរៀងរាល់ ៥-១០ វិនាទីត្រូវបានឆ្លើយតប។
លទ្ធផលខាងលើត្រូវបានសម្រេចតាមរយៈការប្រើប្រាស់ឧបករណ៏វេនស្តាយអ័រវេន ៣៩ ដែលវាស់ ១ ១/២″ អត្តសញ្ញាណប័ណ្ណនិង ១១/២″ OAL ។